,并具有優(yōu)良的耐磨性、耐蝕性和抗高溫氧化的綜合性能
,已被廣泛用于冶金
、機械
、礦山
、石油、化工
、輕工、汽車等領(lǐng)域易損部件的修復和須保護
,能幾倍乃至幾十倍地提高使用壽命
,取得了顯著的經(jīng)濟效益和社會效益。
二、Ni60粉末性能和噴焊層的性能
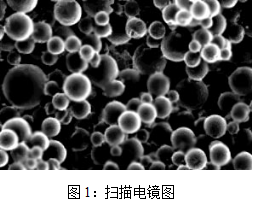
2、1 形貌
采用掃描電鏡拍攝Ni60粉末形貌(見圖1),表明研制的粉末球形良好、表面光潔。在噴焊時不堵塞噴炬孔道,易控制送粉量,適宜自動噴焊操作。
2、2 顯影組織
經(jīng)X衍射儀結(jié)合金相顯微鏡分析與觀察,Ni60粉末顆粒剖面金相組織為灰色襯底Ni-Si固溶體,彌散分布Ni3B相。Ni60噴焊層顯微組織的觀察與分析得出:噴焊層基體為白色
塊狀的含硅鎳鉻固熔體相 ;硬質(zhì)相為黑色細小點狀(Cr
,F(xiàn)e)
23C6 、灰色塊狀Ni
3B和細小白色塊狀CrB組成。12496噴焊層的組織結(jié)構(gòu)與Ni60相似 ,因其鐵含量低
,在白色塊狀大小和數(shù)量上有些差異。
2、3 物理性能
Ni60粉末的密度、熔點、松裝密度、振實密度、流動性以及氧含量與12496牌號的對
比表明,兩者數(shù)據(jù)相近。
牌號 | 密度g/cm3 | 熔點℃ | 松裝密度g/cm3 | 振實密度g/cm3 | 流動性s/50g | 氧含量% | 備注 |
Ni60 | 7.5284 | 1027 | 4.19 | 4.51 | 16.19 | 0.06~0.12 | 20爐平均值 |
12496 | 7.7939 | 1050 | 4.34 | 4.64 | 14.60 | 0.028~0.08 | 進口樣品測試 |
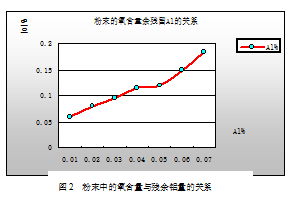
粉末中的氧含量是檢驗粉末質(zhì)量的重要指標之一。氧含量高的粉末,噴焊層渣量多、表面質(zhì)量差,因此要求粉末具有較低的氧含量。一般來說,合金液中的[O]含量是很低的,經(jīng)分析其含量為0.0007%—0.0020%,因此可以認為粉末中的氧含量主要是合金液在霧化時二次氧化的結(jié)果。如果合金液中含有與氧親和力強的元素,那么氧含量會更高,而鋁就是這種元素,它的吸氧能力超過了B和Si元素。圖2 表明粉末中的氧含量與殘余鋁量的關(guān)系。
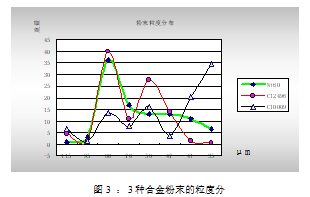
2、4 粒度分布
采用GBl430—79規(guī)定的鐵粉粒度組成測試方法,對Ni 60粉、10009和12496粉進行篩分測試,比較見圖3。由圖可見研制的合金粉末的粒度分布與進口12496粉末相當
。
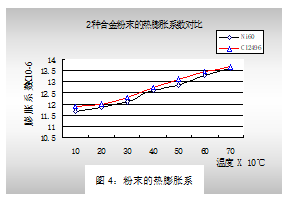
2、5 粉末的熱膨脹系數(shù)
測得的Ni60熱膨膚系數(shù)與12496合金接近(見圖4),兩種合金的熱膨脹系數(shù)都較低,并隨溫度升高
,熱膨脹系數(shù)均增大
。由此可見,工件在噴焊之前預熱是必要和重要的
,通過預熱處理可使噴焊層合金與工件的熱膨脹系數(shù)接近
,以避免噴焊層開裂
、剝落
。
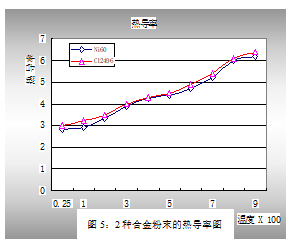
2、6 熱導率
合金的熱導率亦是制訂粉末噴焊工藝的依據(jù)之一。采用T2型激光脈沖熱導儀測定合金熱導率。測得的Ni60熱導率與12496合金接近(見圖5),且兩種合金的熱導率都較低,并隨溫度升高,熱導率均增大。由此可見,工件在噴焊后的冷卻方式很重要,保溫目的是減小噴焊層和工件之間的降溫速度,減小溫度梯度隊使噴焊層不開裂裂、剝落。
2、7 噴焊層的硬度
2、7、1常溫硬度
噴焊層硬度采用HR-150AT型光學洛氏硬度計測定:由20爐Ni60試樣測試數(shù)據(jù)統(tǒng)計得出, Ni60上限成分焊層硬度HRc62、中限成分焊層硬度HRc59,下限成分焊層硬度HRc55,相同條件下測得12496試樣焊層硬度HRc58,可見兩者硬度沒有差別。
2、7
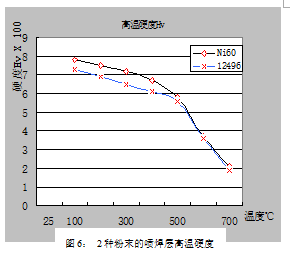
、2 噴焊層高溫硬度
高溫硬度采用(日)VH—5B真空高溫維氏硬度計測定,Ni60和12496噴焊層的高溫硬度示于圖6
。由圖6可見:2種合金粉末噴焊層的高溫硬度處于同一水平。
2、
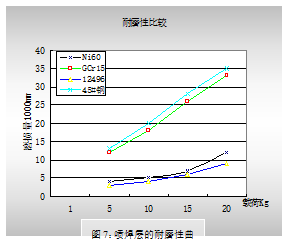
8 噴焊層的耐磨性2、8、1 金屬間磨損
金屬間磨損采用斯可達快速磨損試驗機測定。測定時,載荷分別為5kg
、10kg、15kg
、20kg,轉(zhuǎn)速750r/min
。用0.25磷酸三鈉冷卻
,3000轉(zhuǎn)后測量磨損體積。試樣尺寸
ф22 X 22 mm X l0 mm、焊層厚度大于1 mm
。對比材料為12496、淬火硬度為HRc60左右的GCrl5和45號鋼
。測試結(jié)果示于圖7
。由圖7可見,12496和Ni的焊層的耐磨性基本相同
,均比GCrl5和45號鋼高4倍以上
。
2、8、2 磨粒磨損
磨粒磨損采用Fargo橡膠輪磨粒磨損試驗機,對比材料為:鈷鉻鎢合金、高鉻鑄鐵
、35CrMoAl和16Mn鋼,測試結(jié)果表明:Ni60合金磨失量是各對比材料的1/3~1/48,顯示了其優(yōu)異的抗磨粒磨損性能
。
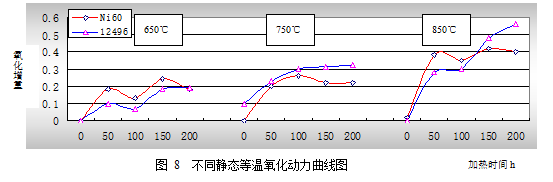
2、
9 噴焊層的抗高溫氧化性 參照GB64-46標準進行抗高溫氧化性試驗,試樣尺寸:φ
8mm X 3 mm,表面光潔度1.6μm。試驗溫度
650℃、750℃、
850℃。氧化時間
200h。每小時稱量一次
,每一規(guī)范取兩只試樣的平均值。測試結(jié)果示于圖
8;由圖
8可見,
Ni60和12496焊層都具有優(yōu)良的抗氧化性,兩者差別木大。在高溫條件予
12496的噴焊層抗氧化能力稍優(yōu)。
三、應用
由于Ni60合金粉末具有良好的耐磨、耐蝕、抗高溫氧化和高的硬度
,必將在工業(yè)的各部門得到廣泛的應用
,下列是已應用Ni60合金粉末取得一些效果:
(1)高爐風口直吹管座、噴嘴受1050~1100
℃高溫磨蝕,采用Ni60噴焊預保護,比原先提高壽命4倍以上。
(2)水箱技絲機輪,采用軸承鋼制造時使用壽命僅
2~3星期,當改用在
45號鋼表面噴焊Ni60焊層材料制造后,其壽命比原先提高5倍以上
,而且改善了鋼絲表面質(zhì)量。
(3)φ600mm熱處理卷絲輥筒 ,受鋼絲強烈的勒磨
,壽命極短。采用Ni60噴焊固相滲透新工藝處理后
,耐磨性能優(yōu)異,比原先提高壽命20多倍
。
(4)軋鋼廠輸送輥(G輥) ,噴焊Ni60表面強化預保護,比原先提高壽命4倍以上
。
(5) φ180mm冷彎型鋼機組《2010紗窗料》成型輥 ,噴焊Ni60后,從原先只能軋7t鋼材增加到可軋100t以上鋼材
。
(6)采用Ni60噴焊軋鋼機滾動導衛(wèi)、冷拔鋼管內(nèi)模 、90T剪刀片等后
,其使用壽命部都比原先提高6倍以上。
此外 ,Ni60噴焊還用于軋鋼機齒輪
、被動齒輪、軸承箱
、泵套
、風機葉片
,刨床壓板、泵殼體
、柱塞
、活塞、農(nóng)機部件
,耐蝕件等零部件的修復和予保護
,都取得良好的使用效果。
四、結(jié)語
(1) Ni60粉末采用廉價材料和水霧化法制粉,成本低、價格便宜
、噴焊工藝性能好
。
(2) Ni60噴焊層具有優(yōu)良的耐磨、耐蝕和抗氧化等綜合性能,且具省一定的可加工性。用于零部件修復和予保護?div id="4qifd00" class="flower right">
。
(3) 研制的Ni60合金粉末綜合性能性能達到和接近瑞士12496牌號水平、是一種十分理想的硬面粉末材料。
{kind=link}