秉持著堅(jiān)持品質(zhì)
位置:首頁 > 公司新聞
北京礦冶研究總院金屬材料研究所 (100044) 于月光 曾克里 宋希劍 崔 穎 魏 偉 林 峰
在熱噴涂材料和熱噴涂設(shè)備的共同發(fā)展推動下
,我國的熱噴涂技術(shù)得到了迅速的發(fā)展。國家“十一五”期間在SULZER METCO
、PRAXAI R、GTV等國外出名的公司和國內(nèi)科研院所、生產(chǎn)廠家的共同努力下,隨著新的熱噴涂工藝的不斷涌現(xiàn),熱噴涂材料也走過了一個不斷探索、更新、完善、再探索的發(fā)展過程。目前在國內(nèi)市場上可得到的熱噴涂材料種類繁多、品種齊全,熱噴涂粉末有數(shù)百種,各類線材近百種,棒材數(shù)十種。成分包括金屬、合金、金屬陶瓷、陶瓷和塑料等,功能包括耐磨、耐腐蝕、抗高溫氧化、隔熱、封嚴(yán)及恢復(fù)尺寸等。在現(xiàn)有產(chǎn)品的基礎(chǔ)上,我國熱噴涂材料的研究和發(fā)展呈現(xiàn)出以下方面的特點(diǎn)。一
、具有更高性能的新材料品種不斷涌現(xiàn)1. 底層涂層材料
對于航空發(fā)動機(jī)熱端部件
,在高溫下將承受巨大的熱沖擊,因而涂層一方面要有保持較高的隔熱性能,同時更要進(jìn)一步提高涂層結(jié)合性能。國內(nèi)外使用的熱障涂層的面層較多使用的是氧化釔部分穩(wěn)定的氧化鋯等氧化物陶瓷,底層材料多為MCr Al Y 合金,這些材料多以粉末狀態(tài)進(jìn)行低壓等離子(或HVOF )噴涂。目前這種新型的底層材料在鎳鋁基合金的基礎(chǔ)上

熱加工
添加了W
2. 耐磨損涂層材料
耐磨損是熱噴涂涂層的一項(xiàng)重要的工程性質(zhì)
損、粘著磨損和沖蝕磨損等
3 2
Al O/Ti O 等
23 2
在<5 5 0 ℃的工作溫度下
(Sul zer Metco 5849)、WC 12Co 35(Cr C/20(Ni 20Cr))
32
(Sul zer Metco 5860)
,這些材料的耐磨性、耐蝕性和韌性均得到了良好的平衡。HVOF 工藝噴涂的CoCr - WC 粉末,已經(jīng)成功地應(yīng)用于航空發(fā)動機(jī)等零部件,是鍍硬鉻的理想替代涂層。在550~900℃的工作溫度區(qū)間
3 2
為耐磨硬質(zhì)相
Cr C 7(Ni 20Cr)
3 2 3 2 3 2
Cr C 30(Ni 20Cr) 、Cr C 39(Ni 20Cr)
3 2 3 2 3 2
等
3. 熱障涂層材料
傳統(tǒng)的熱障涂層一般由MCr Al Y 合金作為打底層,氧化釔部分穩(wěn)定的氧化鋯(Y S Z )作為工作面層
La Zr O 的熱膨脹系數(shù)略低于YSZ
2 2 7 彈性模量較低,在2 0 0 0 ℃以下的工作溫度下不發(fā)生相變
4. 耐高溫?zé)岣g材料
抗高溫涂層材料一般同時具備抗高溫氧化
典型的耐高溫?zé)岣g涂層材料是Ni Cr - Cr C (如
3 2
1375VM),涂層采用HVOF 工藝制備
作較困難
在鋼鐵冶金行業(yè),日本TOKAL O公司將熱噴涂已成功地應(yīng)用于連鑄連軋工序中的爐內(nèi)退火輥
MCr Al Y+ Al O 材料,爆炸噴涂工藝制備涂層
,已經(jīng)取2 3
得了很好的效果
;鍍鋅沉沒輥過去采用Co- WC 和CoCr WC 系列粉末,現(xiàn)在日本的FUJ I MI 公司開發(fā)了含硼化物的復(fù)合粉2
是耐磨組分,Co作為粘結(jié)劑
二
納米粒子具有表面效應(yīng)、小尺寸效應(yīng)
( 1) 納米鋁粉包覆的復(fù)合涂層材料。國內(nèi)研究單位克服了納米鋁粉極易燃燒
( 2) 美國I NCO公司采用機(jī)械研磨方法, 已成功地加工了Ni
、I nconel 718、316 不銹鋼等納米噴涂粉末,并在粉末中加入防止粗化的抑制劑、合金促進(jìn)劑、涂層/ 基體潤滑劑等, 經(jīng)噴涂后仍能保持其納米特性。( 3)美國I nf ramat 公司用噴霧干燥法制備的WC/Co
、Al O/Ti O 納米噴涂材料( 見圖2) , 采用等離子和HVOF
2 3 2
噴涂工藝均可得到納米結(jié)構(gòu)涂層
。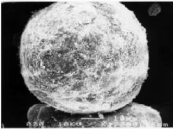
圖1 納米鋁粉包覆的鋁包鎳粉末
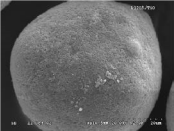
圖2 納米Al 2O3/Ti O2

三、制備方法的不斷革新
1. 霧化法制粉
霧化法制粉更多的采用惰性氣體霧化工藝
2. 采用氣流分級工藝
傳統(tǒng)的粉末分級方法是采用篩分法,即采用篩網(wǎng)對粉末進(jìn)行分級
該工藝方法可制備WC -Co、Mo粉
、Ni Cr -Cr C 、3 2
Al O/Ti O 和Cr O 等。
2 3 2 2 3
4. 柔性線材
柔性線材的特性在于將粉末通過橡膠拌和
,壓制成柔性線材(彈性線繩)。法國、美國、俄羅斯等國在解決陶瓷細(xì)粉的噴涂進(jìn)料問題時,使用有機(jī)外殼包裹的柔性線材,目前在發(fā)達(dá)國家已被廣泛用于先進(jìn)火焰噴涂工藝的操作。但使用橡膠與粉末均勻拌和制成柔性線材尚未見先例。這種柔性線材極便于噴涂操作,且粉末成分均勻( 見圖3) 。采用火焰線材噴涂工藝。
圖 3
5. 液態(tài)噴涂材料
在制備納米涂層的過程中,由于普通納米粉末流動性差
,單個顆粒質(zhì)量小,很難直接用來熱噴涂,所以必須進(jìn)行團(tuán)聚造粒處理。團(tuán)聚體粉末經(jīng)熱等離子體噴涂后,一部分被熔化而轉(zhuǎn)變成涂層中微米結(jié)構(gòu)組織,未熔化部分撞擊基體變形成為涂層中的納米結(jié)構(gòu)組織,因此后面在涂層中獲得納米-微米結(jié)構(gòu)混合涂層。目前,發(fā)展了一種全新的技術(shù)路線,并采用金屬鹽和直流等離子體噴涂,可直接制備出納米結(jié)構(gòu)涂層。四、加強(qiáng)噴涂工藝適應(yīng)性的研究
涂層材料是隨著熱噴涂設(shè)備和工藝的發(fā)展而發(fā)展的
,
2. 粉末壓饋強(qiáng)度的控制
對于復(fù)合粉末
,若粉末粒子本身的結(jié)合強(qiáng)度不夠,在噴涂的飛行過程中,粉末粒子極易產(chǎn)生碎裂,造成噴涂時的動能不足,從而嚴(yán)重影響了噴涂的沉積效率五
熱噴涂粉末材料在幾十年發(fā)展過程中
Cr C 等
。這些定型產(chǎn)品的質(zhì)量提高應(yīng)歸功于:3 2
(1)研究和生產(chǎn)設(shè)備的改善 材料的進(jìn)步歸根結(jié)底是設(shè)備的進(jìn)步,隨著等離子
、火焰超音速、爆炸、冷噴等噴涂設(shè)備,以及霧化、噴霧干燥、燒結(jié)、包覆和團(tuán)聚等粉末生產(chǎn)設(shè)備的不斷進(jìn)步,熱噴涂粉末材料的質(zhì)量得到迅速提高,成本也有大幅度的下降,在這方面國內(nèi)廠家的進(jìn)步更加明顯。(2)各企業(yè)質(zhì)量管理體系的建立 I SO9000質(zhì)量管理體系是被實(shí)踐證明非常有效的質(zhì)量管理體系,它的建立和有效運(yùn)行將給熱噴涂材料的生產(chǎn)企業(yè)和應(yīng)用廠家提供滿意的產(chǎn)品
,使各個環(huán)節(jié)的企業(yè)都來關(guān)心質(zhì)量、重視質(zhì)量,為質(zhì)量的提高獻(xiàn)計(jì)獻(xiàn)策,真正促進(jìn)了熱噴涂行業(yè)的發(fā)展。六
、結(jié)語隨著科學(xué)技術(shù)的不斷發(fā)展,熱噴涂技術(shù)逐漸被一些關(guān)鍵的工業(yè)領(lǐng)域所認(rèn)識和認(rèn)可
,已經(jīng)成為一個大產(chǎn)業(yè)。作為熱噴涂技術(shù)的核心之一,熱噴涂材料正吸引越來越多的企業(yè)參與其中,發(fā)展勢頭迅猛
{kind=link}