秉持著堅(jiān)持品質(zhì)、責(zé)任
、精新位置:首頁(yè) > 公司新聞
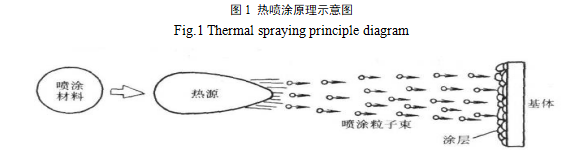
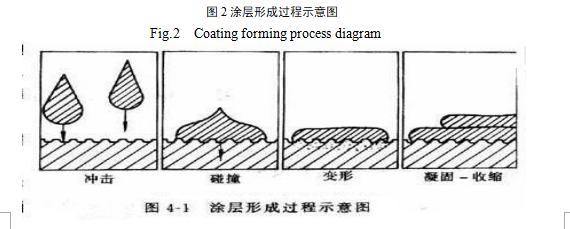
摘要:近年來金屬表面工程發(fā)展很快 關(guān)鍵詞:熱噴涂 涂層 分類 應(yīng)用 發(fā)展 Thermal spraying technology status and development L-in Anchuan abstract:Metal surface engineering develops very fast in recent years, Especially the thermal spraying technology was a great progress. Thermal spraying is a kind of melt a solid materials with special equipment and to accelerate the jet to the mechanism on the surface, forming special thin layer, in order to improve the parts such as corrosion resistance, abrasion resistance, high temperature resistant performance of the emerging science and technology, material surface. Due to using thermal spraying technology, can make the base material in terms of wear resistance, corrosion resistance, and insulation performance improving. Therefore the thermal spraying technology has been widely used, and achieved good economic benefits [1]. Thermal spraying metal in the field of surface science become a very active subject. Characteristics of thermal spraying technology was introduced in this paper, the types of spraying method and its general situation of the application technology and thermal spraying technology, and give the development direction of thermal spraying technology were discussed. Key word:The thermal spraying coating classification application development 1 概述 熱噴涂是一種表面強(qiáng)化技術(shù) 這在高速氣流的作用下使之霧化成微細(xì)熔滴或高溫顆粒 噴涂粉末在整個(gè)熱噴材料中占據(jù)十分重要的地位 當(dāng)前又面臨高性能結(jié)構(gòu)材料成本逐年上升的問題,為同時(shí)解決這兩個(gè)方面的問題 性 2 熱噴涂技術(shù)原理與特點(diǎn) 熱噴涂技術(shù)從上世紀(jì)初開始出現(xiàn)到現(xiàn)在已有幾十年的歷史:1910年線材火焰噴涂技術(shù) 2.1 熱噴涂原理 利用熱能將噴涂材料熔化 熱噴涂技術(shù)的基本特點(diǎn)是它具有真正的疊加效果。也就是說,多種成分及變量在同時(shí)作用和正在應(yīng)用時(shí)所產(chǎn)生的效果,遠(yuǎn)遠(yuǎn)比這些成分或變量在單獨(dú)狀況下所產(chǎn)生的效果要大[2]。熱噴涂技術(shù)與其他各種表面技術(shù)相比,有其自身的特點(diǎn):a.幾乎適用于各種材料對(duì)零件表面的噴涂,如金屬、陶瓷、金屬陶瓷、玻璃、有機(jī)化合物等。b.零件的尺寸大小及形狀不受約束,均可以對(duì)其表面進(jìn)行噴涂。c.被噴涂的零件表面受熱的影響小,不易變形。d.工藝操作程序簡(jiǎn)單、效率高。e.被噴涂零件的材質(zhì)廣泛,可以是金屬、陶瓷和其他非金屬等。f.噴涂厚度較易控制。g.可賦予普通材料以特殊的表面性能。h.成本低,經(jīng)濟(jì)效益顯著 2.2涂層形成過程 (1) 噴涂材料被加熱到熔融狀態(tài) (2) 噴涂材料被霧化成微小熔滴并高速撞擊基體表面,撞擊基體的顆粒動(dòng)能越大和沖擊變形越大 (3) 熔融的高速粒子在沖擊基材表面后發(fā)生變形,冷凝后形成涂層 2.2涂層結(jié)構(gòu) (1)涂層是由無數(shù)變形粒子互相交錯(cuò)堆疊在一起 (2)涂層內(nèi)有一定比例的孔隙,產(chǎn)生原因是: 噴涂角度不同造成的遮蔽效應(yīng); 涂層材料凝固收縮時(shí)形成的空隙;孔隙將降低涂層的硬度、耐磨性和耐蝕性; 涂層內(nèi)的氧化夾雜物含量及涂層的致密度取決于加熱源、噴涂材料及噴涂工藝。 2.3涂層應(yīng)力 涂層冷凝收縮時(shí),涂層外層的拉應(yīng)力、涂層內(nèi)層的壓應(yīng)力、組織轉(zhuǎn)變產(chǎn)生的微觀應(yīng)力,結(jié)果使涂層產(chǎn)生殘余張應(yīng)力,應(yīng)力大小與涂層厚度成正比,當(dāng)張應(yīng)力超過涂層與基材之間結(jié)合強(qiáng)度時(shí),涂層就會(huì)發(fā)生破壞。 殘余應(yīng)力約束了涂層的厚度。減少涂層殘余應(yīng)力措施:(1)調(diào)整噴涂工藝參數(shù);(2)致密涂層的殘余應(yīng)力要比疏松涂層大;(3)采用梯度過渡層緩和涂層內(nèi)應(yīng)力。 2.4涂層的結(jié)合強(qiáng)度 包括涂層與基材之間、涂層中顆粒與顆粒之間的結(jié)合,結(jié)合形式有:(1) 機(jī)械結(jié)合:撞成扁平狀的顆粒和凸凹不平的基材表面互相嵌合(即拋錨效應(yīng))而結(jié)合在一起;(2) 物理結(jié)合:熔融粒子的原子與基材表面原子之間距離達(dá)到晶格常數(shù)范圍時(shí),產(chǎn)生范德華力,形成物理結(jié)合;(3) 冶金-化學(xué)結(jié)合:熔融粒子撞擊基材表面時(shí)釋放出的能量使噴涂材料與基材之間發(fā)生局部擴(kuò)散和焊合,形成冶金結(jié)合。如噴涂鎳包鋁復(fù)合粉末時(shí)的放熱反應(yīng)。 熱噴涂的涂層與基材的結(jié)合主要以機(jī)械結(jié)合為主,結(jié)合強(qiáng)度較差(<70MPa)。 3 熱噴涂技術(shù)的分類及其特點(diǎn) 熱噴涂是將噴涂材料加熱熔化并霧化,然后高速噴射到基材表面,形成具有足夠粘著強(qiáng)度的所需涂層的工藝,完成工件熱噴涂的一般工藝流程為:工件的表綜述 面準(zhǔn)備→工件的噴涂→工件的噴涂后處理。整個(gè)過程除與設(shè)備類型有關(guān)外,還涉及噴涂材料、熱源和噴射速度。噴涂材料包括金屬 熱噴涂技術(shù)的特點(diǎn):(1)可在各種基材上制備各種涂層;(2)基材溫度低(30 ~ 200℃),熱影響區(qū)淺,變形小;(3)涂層厚度范圍寬(0.5 ~ 5mm);(4)操作靈活,可在不同尺寸和形狀的工件上噴涂;(5)加熱效率低,噴涂材料利用率低,(6)涂層與基體結(jié)合強(qiáng)度低。 熱噴涂材料按材料的形態(tài)分線材、棒材和粉末三大類。熱噴涂材料的要求:(1)熱穩(wěn)定性好,在高溫焰流中不升華,不分解(復(fù)合粉末)。(2) 有較寬的液相區(qū),使熔滴在較長(zhǎng)時(shí)間內(nèi)保持液相。(3)與基材有相近的熱膨脹系數(shù),以防止因膨脹系數(shù)相差過大產(chǎn)生較大的熱應(yīng)力;(4)噴涂材料在熔融狀態(tài)下應(yīng)和基材有較好的浸潤(rùn)性,以保證涂層與基材之間有良好的結(jié)合性能。 熱噴涂工藝流程包括基材表面預(yù)處理 3.1火焰噴涂法 火焰噴涂法工藝流程:工件表面預(yù)處理→預(yù)熱→噴涂打底層→噴涂工作層→后處理 3.2電弧噴涂法 電弧噴涂法是在兩根焊絲狀的金屬材料之間產(chǎn)生電弧,電弧產(chǎn)生的熱使金屬焊絲逐步熔化,熔部分被壓縮空氣氣流噴向基體表面形成涂層。在電弧噴涂的過程中,霧化的顆粒速度可達(dá)180~335m/s,電弧 溫度可達(dá)5000℃。它的優(yōu)點(diǎn)是(1)熱效率高:電弧噴涂熱能利用率高達(dá)60%~70%;(2)涂層密度(70~90%)比火焰噴涂涂層致密,結(jié)合強(qiáng)度比火焰噴涂高;(3) 電弧噴涂可以利用兩根成分不同的金屬絲制備假合金涂層 3.3等離子噴涂法 利用非轉(zhuǎn)移等離子弧作為熱源對(duì)噴涂材料進(jìn)行加熱 3.4爆炸噴涂法 是指將粉末注入噴槍